Процесс изготовления металлоконструкций РВС (резервуар вертикальный стальной).
Завод “Сталь Партнёр” специализируется на изготовлении стальных резервуаров и металлоконструкций. Одним из направлений являются изготовление вертикальных стальных
резервуаров (РВС). Главной особенностью данных резервуаров является большой объем, от 100 до 20 000 кубических метров. Именно из-за этого вертикальные емкости нельзя доставить на место установки в готовом виде, они поставляются заказчику в виде металлоконструкций. На нашем заводе мы можем изготовить металлоконструкции для РВС двумя способами.
При использовании первого способа, изготавливаются заготовки из стальных листов, им придают нужный радиус и складывают в пачку для транспортировки на место установки. Металлоконструкции, изготовленные таким способом, монтируются полистовым методом сборки.
Второй способ – это изготовление цельного полотна из стальных листов, свернутых в рулон. Этот способ ускоряет монтаж вертикального резервуара, и является наиболее надежным так как само изготовление происходит в производственных условиях.
Так как второй способ является наиболее технологичным и позволяет сэкономить не только время, но и, в последствии, деньги заказчика, предлагаем рассмотреть подобный процесс изготовления металлоконструкций для стального вертикального резервуара способом рулонирования.
Технический процесс изготовления МК для РВС:
1.Производство заготовок для МК
1.1 Нарезка в заданные размеры листового материала
1.2 Дробеструйная зачистка заготовок металлоконструкции РВС
1.3 Перемещение очищенных и нарезанных листов на стенд рулонирования
2.Полистовая сборка карт
На данном этапе листы металла раскладывают на верхнем уровне стенда рулонирования таким образом, чтобы они располагались ровно стык в стык. Далее листы прихватывают между собой сварочным аппаратом. На следующем этапе сборки крат для РВС, получившиеся полотно, сваривают между собой. Сварку производят сварочным трактором, под флюсом. После сварки все швы обрабатывают “Cварполом”, для предотвращения налипания расплавленного металла.
3.Сварка наружной стороны полотна металлоконструкции резервуара.
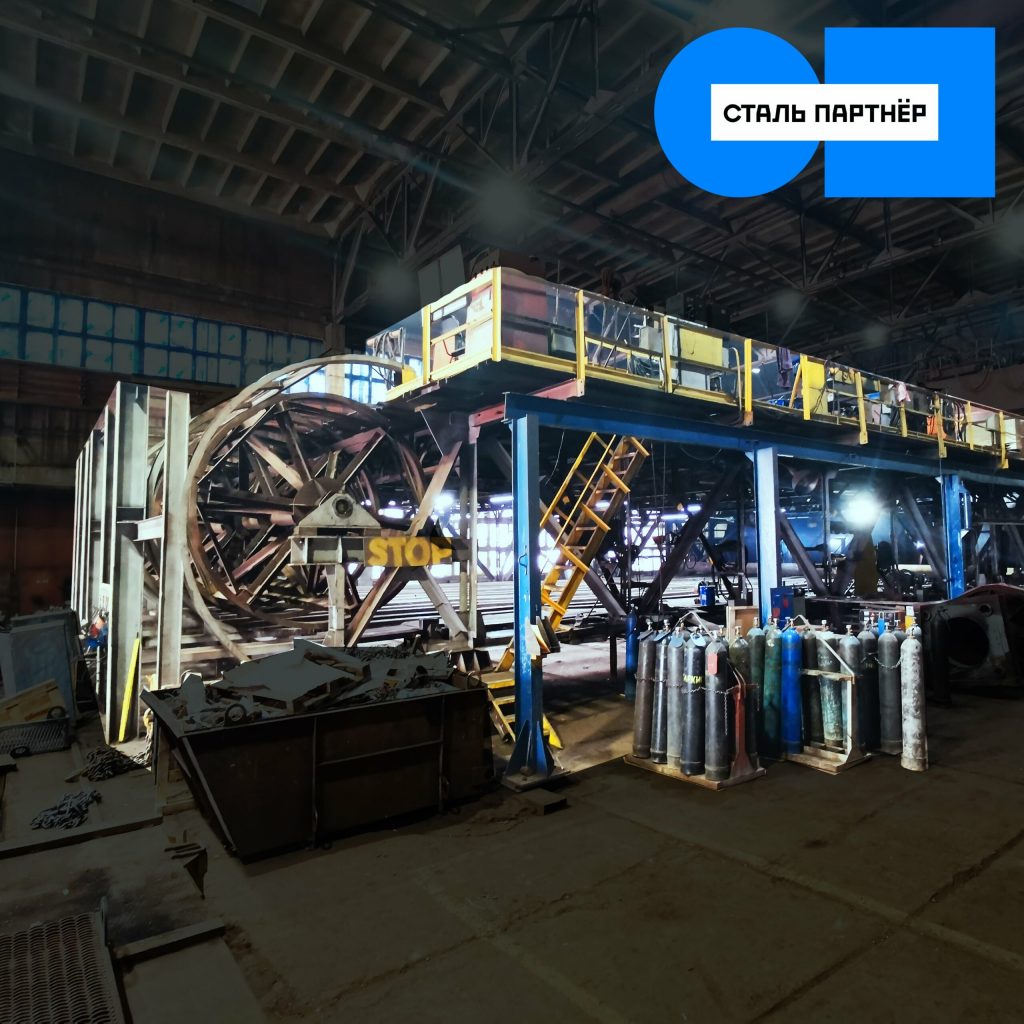
Чтобы перевернуть полотно, его перемещают на нижний уровень стенда рулонирования. Процесс перемещения происходит следующим образом:
– К полотну цепляют трос, закрепленный на лебедке.
– И протягивают полотно, через кантовочный барабан стенда, на нижний ярус.
После того, как полотно перевернут и переместят на нижний уровень, места стыков железных листов сваривают продольными и поперечными швами.
4.Не разрушающий контроль сварных швов.
4.1 Визуальный контроль.
Визуально-измерительный контроль (ВИК) сварных швов проводится по всей поверхности металлической карты. С помощью этого метода контроля выявляются такие дефекты как:
- Неверная геометрия катета шва;
- Прожиг;
- Недопустимые наплавы;
- Кратеры;
- Подрезы;
- Непровары;
4.2 Мел-керосин.
Метод относится к капиллярным и выполняется, также, как и ВИК, по всей поверхности заготовки. Суть метода в том, что сначала шов обрабатывают керосином, затем протирают насухо и наносят мел, в местах, где расположен дефект, мел темнеет. Такой метод используется для обнаружения сквозных дефектов.
4.3 Рентгенографический контроль (выборочный по схеме контроля).
Данным методом контролируются наиболее важные элементы конструкции. Рентгенографический контроль проводится по схеме контроля. Метод основан на том, что материалы могут пропускать ограниченный спектр волн. Более плотные материалы рассеивают часть волн, а менее плотные наоборот лучше пропускают излучение. Чем плотнее материал, тем менее четко получится изображение. С помощью этих свойств выявляются скрытые дефекты.
5.Изготовление сопутствующих МК для вертикального стального резервуара.
Параллельно с предыдущими операциями, выполняется изготовление крыши, лестницы, ограждений и вспомогательных металлоконструкций.
Лестницу устанавливают на основание катушки, расположенной противоположно кантовочному барабану. Она будет являться основанием, на которое будет производиться намотка стальных металлоконструкций резервуара.
6.Скручивание металлического полотна в рулон
Чтобы скрутить металлическое полотно в рулон, его также с помощью лебедки подтягивают до шахтной лестницы, закрепленной на катушке. Полотно закрепляют на лестнице и при помощи натяжителей плотно и равномерно скручивают в рулон, постепенно протягивая металлическую стенку резервуара.
Операции повторяются, от сборки карт до скручивания в рулон, пока не будет достигнута нужная длинна стенки вертикального резервуара. Длина карты (стенки резервуара) высчитывается исходя из диаметра будущего РВС.
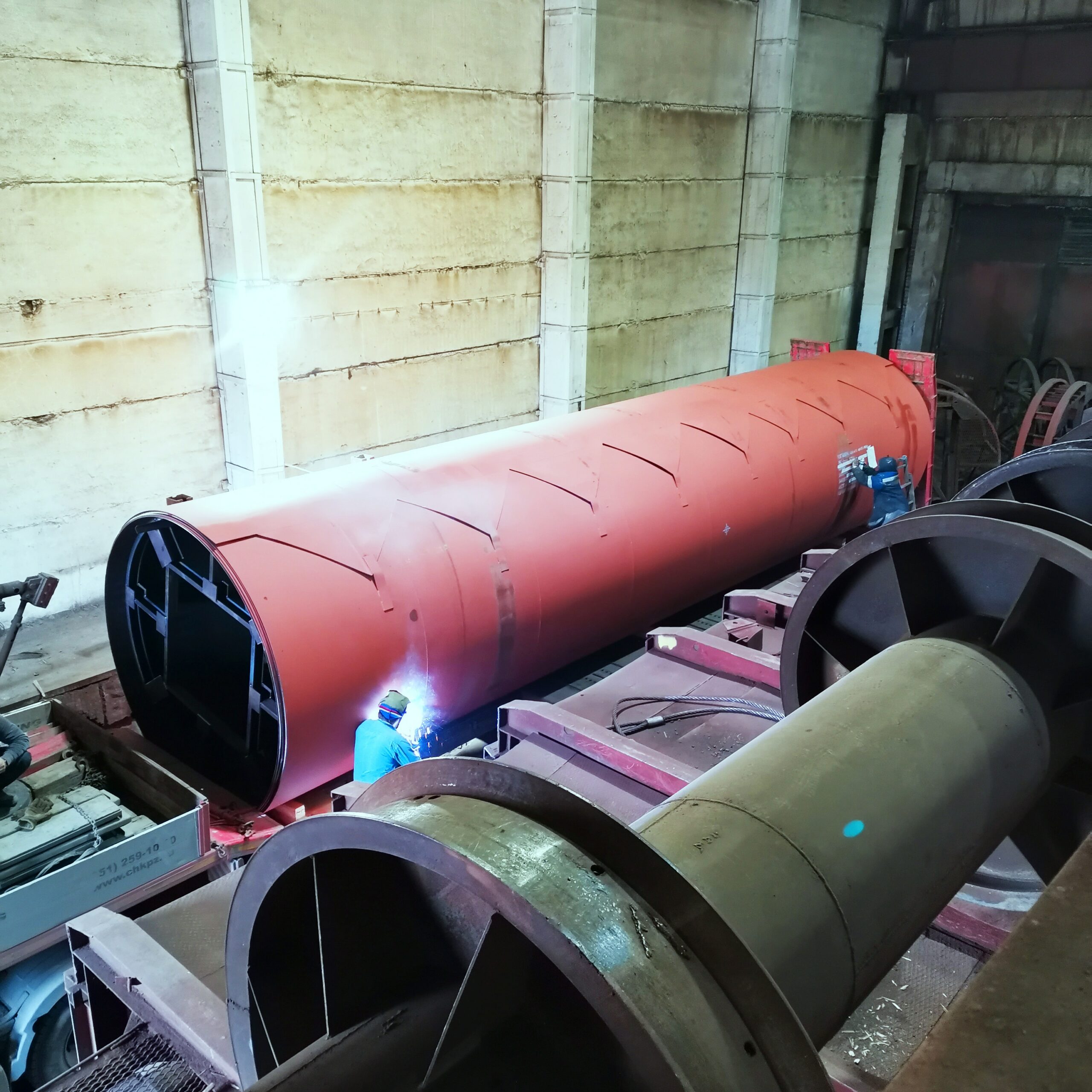
7.Нанесение транспортировочной антикоррозийной защиты металлоконструкций.
Как только рулон плотно намотан на катушку, его надежно закрепляют транспортировочными сварными швами. Эта операция предотвращает непредвиденное разворачивание рулона при доставке, перемещении и установке.
Далее на всю поверхность рулона наносят антикоррозийное транспортировочное покрытие. Операция выполняется для того, чтобы обезопасить металлоконструкции от механических повреждений и появления самопроизвольного разрушения металлов при контакте с воздушной средой.
8.Снятие рулона с оси катушки стенда рулонирования.
Рулон закрепляют с помощью мостового крана. Катушка, стенда рулонирования разбирается и освобождается центральная ось, на которой закреплен рулон металлоконструкций РВС. Затем металлоконструкцию вместе с осью перемещают на участок отгрузки. На участке отгрузки, ось катушки аккуратно вытаскивают с помощью крана и устанавливают обратно на стенд рулонирования. После чего стенд опять готов к работе.
ООО “Сталь Партнёр” осуществляет изготовление, проектирование и монтаж вертикальных стальных резервуаров объемом от 100 до 20 000 кубических метров. Для любых областей промышленности.