Резервуары вертикальные стальные объемом 1000м³ (РВС-1000)

В марте 2017 года к нам обратился заказчик с заявкой на изготовление РВС-1000 (резервуар вертикальный стальной объемом 1000 метров кубических) в количестве двух комплектов.
Основная площадка изготовления — это единственный в Красноярске стенд для сварки и рулонирования, который состоит из сборочно-сварочных площадок, верхнего и нижнего ярусов, кантовочного барабана и сворачивающего устройства. Максимальная ширина полотна составляет 12м. На данном стенде изготавливаются стенки и основание.
Наши инженеры-конструкторы разработали чертежи на основании 17/01-П-2017-8.1-КМ с учетом требований ПБ 03-605-03. Оборудование резервуара согласно опросного листа.
Технические требования к изготовлению конструкций резервуара, включая требования по приемке и контролю, принимались по ПБ 03-605-03.
Тип резервуара со стационарной крышей без понтона, внутренний диаметр – 10430 мм, высота стенки – 11920 мм, класс опасности – III.
При разработке проекта были учтены сейсмические особенности площадки строительства (до 8 баллов по шкале Рихтера).
Резервуар предназначен для хранения дизельного топлива в районах с расчетной температурой наружного воздуха минус 63С, снеговой нагрузкой – 1,2 кПа, ветровой нагрузкой – 0,23.
Технологический процесс производства начинается с подготовки и обработки листовых деталей. В которую входит торцевание фрезерной резкой, формирование пакетов листов, обработка продольных и поперечных кромок на кромкострогальном станке. Затем на верхнем ярусе стенда собирают из листов полотнище.


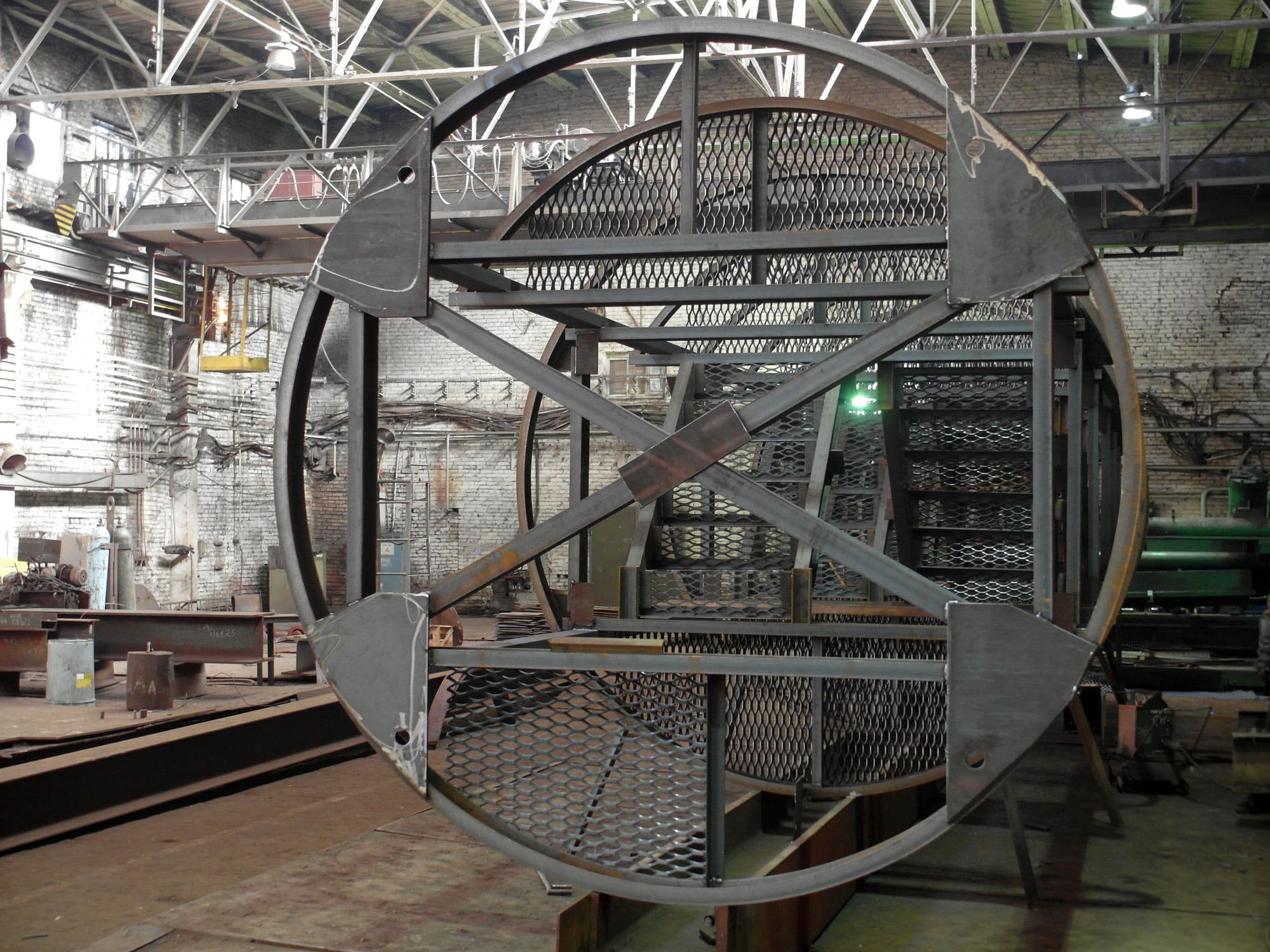
Параллельно была собрана шахтная лестница, массой более 4 тонн, которая является основанием катушки. Она была установлена на стенд, в качестве вращающегося барабана, на который были накручены изготовленные части основания и полотно стенки. После их равномерного натяжения и надежного закрепления производится антикоррозийная обработка и погрузка при помощи крана на ж/д платформу.



После сборки карты полотна производится сварка поперечных и продольных стыков при помощи сварочных автоматов под флюсом согласно ГОСТ 8713-79. Затем собранная карта перематывается через кантовочный барабан на нижний ярус где обваривается наружный шов. С нулевого яруса выполняется неразрушающий контроль сварных швов путем просмотра на наличие дефектов шва капиллярным методом, проводится визуально-измерительный контроль (ВИК), рентгенографический контроль (РК).




В это время на второй площадки были собраны и обварены 11 щитов, из которых состоит крыша резервуара. Так же были собраны и обварены 3 площадки обслуживания пеногенератора, основная площадка обслуживания на крыше резервуара, перекатная лестница-стремянка для установки внутри резервуара, зумпф зачистки, молниеприемники, а также все патрубки и вспомогательные конструкции.


ООО «Сталь Партнёр» осуществляет проектирование, производство и монтаж резервуаров вертикальных стальных для всех отраслей промышленности.
Другие наши выполненные работы по изготовлению резервуаров вертикальных стальных вы можете посмотреть в соответствующем разделе.
Наших заказчиков мы всегда готовы ознакомить с нашими производственными возможностями и провести технологический аудит непосредственно на производственной площадке.
Для получения коммерческого предложения отправляйте заполненный опросный лист или техническое задание на sp.priem@gmail.com, или позвоните по телефону +7 (391) 2-968-900.